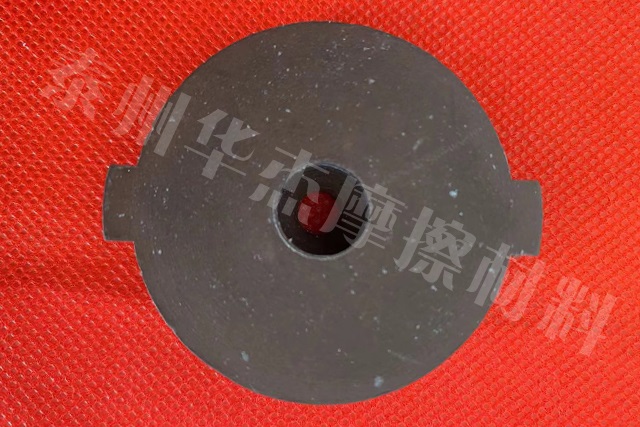
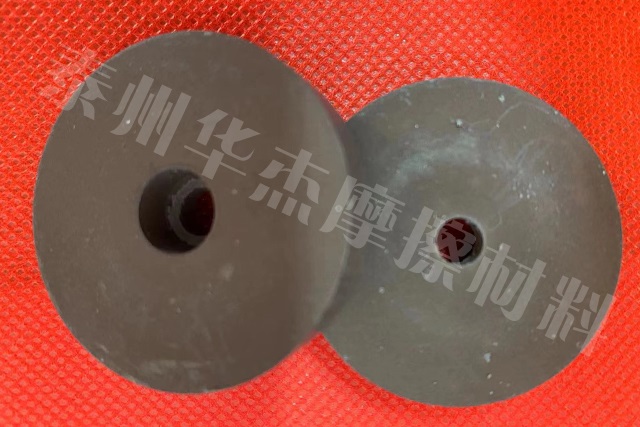
多年前做过一种薄片环状摩擦片产品。零件由6-10mm厚的65Mn弹簧钢板火焰切割成坯料(见图1),送热处理做调质处理,硬度HRC27-32,平面度≤0.3。
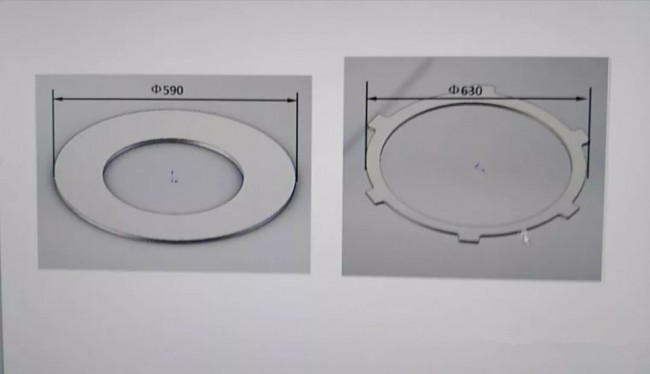
图1 摩擦片零件简图
调质硬度容易做到,但这种薄片状零件,难点在于平面度要求。用户希望调质后尽量降低再加工量,直接磨削加工到成品尺寸。
工艺路线是:打磨毛刺→预热→盐浴炉加热→硝盐浴淬火→清洗→回火(工艺曲线见图2)。
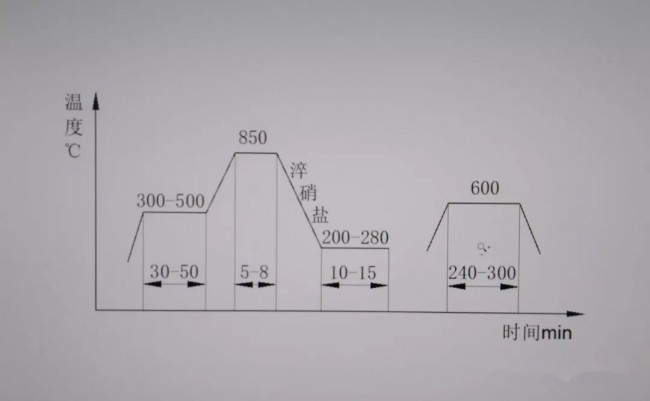
图2 摩擦片淬火回火工艺曲线图
工艺中的回火过程实际上又包含了校平环节。
按照工件材料和调质硬度要求,回火温度在580℃-610℃范围内,不同批次,按回火硬度变化趋势,在此范围上下微调。产品在这个温度下回火,淬火应力是可以企望完全消除的。因此,在回火环节对工件的淬火变形进行矫正就成为可能。
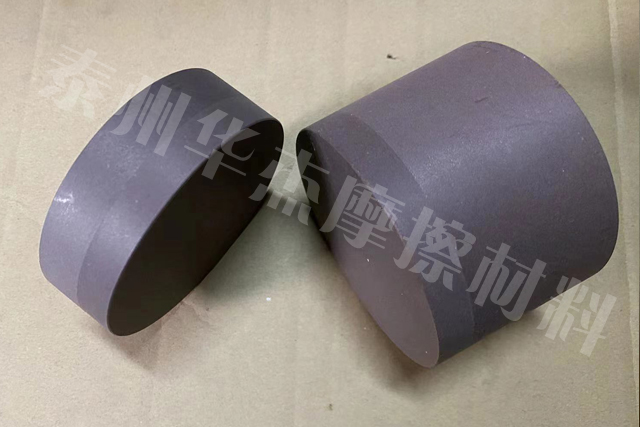
有一种专用的加压回火设备专用于这类零件。但以对外加工为主的专业热处理厂,不确定的产品,不确定的业务量,新增专属设备显然是不现实的。因此,我们设计了一种螺旋式夹持工装(见图3),利用普通井式回火炉(炉膛:φ1800×1500)进行夹持回火,同时工件校平,效果很好!
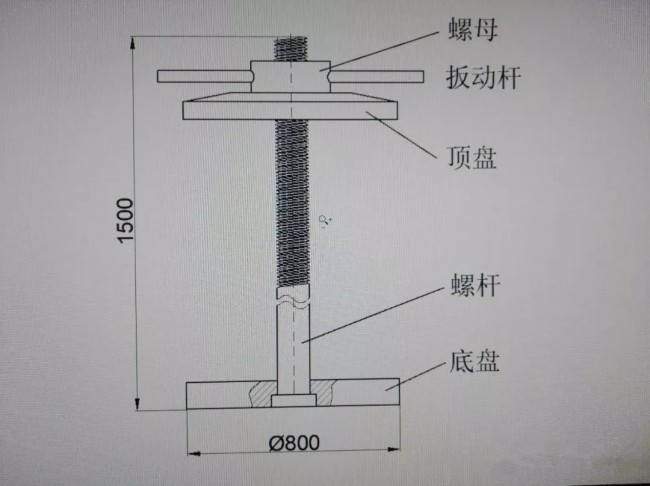
图3 螺旋式夹持工装
图中底盘上面、顶盘下面经精车加工,平面度≤0.05。
摩擦片淬火完毕出硝盐浴后,缓冷至室温,入清水槽洗净残盐,然后逐件叠装在底盘和顶盘之间。由于此时工件未经回火,翘曲大且硬而脆,螺母不能旋紧。保持自由叠放状态入炉回火2小时左右,出炉旋紧螺母再入炉继续回火。回火后出炉后空冷。空冷期间会因为温度降低导致夹持松弛,所以随着温度逐件降低,要继续进行3-4次旋紧操作,使工件始终保持夹紧状态冷至室温。
工件拆下后,逐件平放于在检验平台上,用0.25mm塞尺检验内外边沿缝隙。不合格的筛出后,再按凹凸方向,凸凸对装,对齐叠装于上下压盘中,压紧后重新入炉回火,为装满工装,可新旧混装。出炉空冷时,重复前述操作。
延伸设想:
本例弹簧钢是做调质处理,要求硬度低,回火温度高,可以在回火阶段校平。如果要求的是弹簧硬度,比如RC48-53,那么回火温度就不能超过400℃,使用上述方法校平效果会大打折扣。这就需要设计淬火对夹装置,在淬火环节限制变形(详见图4)。再在回火时候结合上述叠放夹持方法回火。
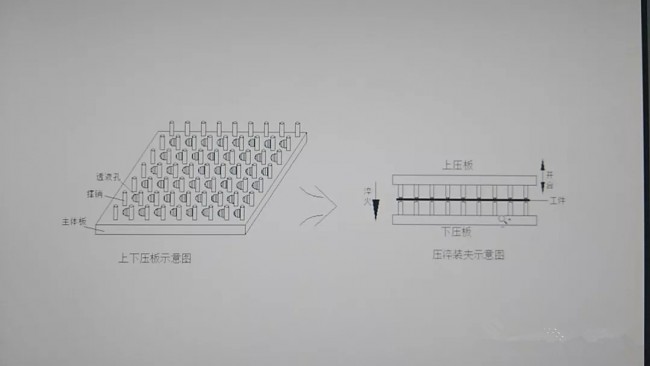
图4 |